Typical startup error codes appear every time the Biesse Rover 24 is started for the first time from complete power down condition. There is another set that appears after the softkeys are pushed on the front of the PLC (Programmable Logic Controller – it’s the big computer cabinet).
XNC Manual with ERROR CODES at end of book: XNC Operation Manual Download – 2.7MB↓
The “soft keys” are the actual buttons on the front of the computer cabinet.
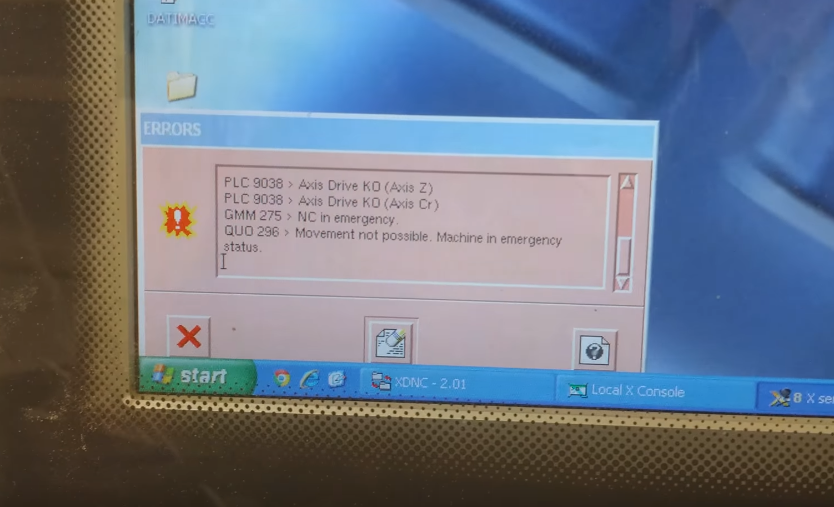
The ERRORS dialog box will display something like this:
*************************************
PLC 9038 – Axis Drive KO (Axis Z) [ServoPack for Z drive – no pwr]
PLC 9038 – Axis Drive KO (Axis CR) [ServoPack for tool craddle – no pwr]
GMM 275 – NC in emergency.
QUO 296 – Movement not possible. Machine in emergency status.
***************************************
To clear this initial emergency status code press the soft keys in this order [STOP] + [RESET] + [CLEAR]
Next, the ERRORS dialog will display the following:
*****************************************
AXS 339 – Axis not calibrated. Homing must be performed.
PLC 9001 – Thermal relays KO (in 0)
**************************************************
The PLC 9001 looks all serious but it just means that you have to press the big green button on the front of the machine cabinet. The button should light up (if the bulb isn’t burned out) and you can hear a click in the cabinet. That click is the contactor for main power to the machine controls making contact.
Next press the soft keys [STOP] + [RESET] + [CLEAR] again. You should hear more clicks and pops as you press [STOP] and [RESET] buttons.
NOW YOU ARE READY TO PERFORM THE GLOBAL HOMING!
Regard the “Quote” dialog window. Your machine should have a little blue box next to “GLOBAL HOMING” on the upper right of the screen. If the box to the left of the words isn’t blue then click on the words GLOBAL HOMING with your mouse pointer.
Once Global Homing is selected refer back to the “soft keys” on the front of the machine cabinet. There is a green [START] button between the [STOP] and [RESET] buttons. Press this green [START] button and the machine should start homing!
YAY!!!! Once the machine is finished homing it should now be in AUTOMATIC mode. To check this look in the QUOTE window, under GLOBAL HOMING. The box next to AUTOMATIC should now be blue.
Now select your warm-up program. (Always run a warm-up – sequence through 2 minutes with the spindle spinning at 10,000 RPMs then 2 minutes at 12,800 RPMs then 1 minute at 18,000 RPMs.
To select the program refer back to the QUOTE window. Click on WINDOWS then PROGRAM then [Your WarmUp Program] and click the green check-mark in the lower right to load the program.
Press the green [START] soft key on the front of the cabinet to load the program into machine memory.
If you are using a spoil board on your table, the ERRORS window will pop up displaying the error code: *************************************
PLC 9432 – Dynamic jig thickness mode enabled. Check that thickness indicated is correct!
*************************************
If your jig thickness is set properly, just continue on and press the quadrant 1 button on the floor pedestal, press the foot switch to activate the vacuum pump and then press the quadrant 1 pedestal button again. The program should start!
If you get an error code: PLC – 1191* it means that you haven’t opened the program in the machines editor and saved it.
See the video on how to run a program for the first time here: Biesse Rover 24 Machine Start Up
Here are a couple links I found for artCam from deprecated AutoDesk software that have the basic structure for the post processors for different types of Biesse machines: download the Biesse.zip file…Biesse CNC Post Processor Guides
Thanks for watching!